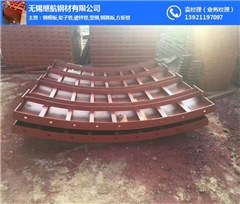
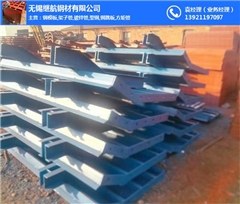
海南琼中护坡钢模板
【无锡继航钢材有限公司 】
压缩实验时,将上承压板装在油缸座底部,下承压板放在试台有润滑作用的凹球面座上,注意试样的中心必须与压板中心线重合,以免产生偏心力。弯曲试验,将压滚支座根据试验需要的距离用螺钉固定在试台上,二支座间的中心距离,可视试台侧面的刻度尺而定,必须以中心对称,装上压头。检查缓冲阀是否正常缓冲阀的作用,就是当试样断裂后,油路系统中各处的油压突然下降,为了不使摆杆及摆锤以很快的速度回落,以免发生冲撞,必须采用缓冲阀,使摆杆缓慢地回落到原来的位置。

海南琼中桥梁钢模板是应用钢模板在桥梁项目上的钢模板。诸如:公路桥、高架桥、立交桥等。而房建钢模板则是用在厂房车间公住宅等民用建筑上。标志桩模具:示桩模具、公路界模具、百米钢模板桩模具、里程碑模具、标志牌模具等;隔离墩模具:公路/高速/铁路隔离墩模具、现浇防撞墙模具、防撞护栏模具;钢模板钢模板隆源祥盖梁模板在生产当中可以让客户看到的及信息-组合肋板角钢槽钢及其它型钢必须顺直无变形(变形死弯),主要受力处的筋肋必须选用整料、对于异形折角圆弧等无法使用整料的部位必须严格按照 操作。标志桩模具:示桩模具、公路界模具、百米钢模板桩模具、里程碑模具、标志牌模具等;隔离墩模具:公路/高速/铁路隔离墩模具、现浇防撞墙模具、防撞护栏模具;钢模板是专业生产钢模板拥有的技术力量非常雄厚,海南琼中护坡钢模板 钢模板过程的重要和关键性部位、工序、工位和钢模板受力部位的焊接必须责任到个人,对于经常出现质量问题的工序和部位在过程必须采取必要防范措施、以防止出现不必要的质量返工。钢模板一. 对结构表面外露的模板,为模板构件计算跨度的1/400。 二. 对结构表面隐蔽的模板,为模板构件计算跨度的1/250。 三. 支架的压缩变形或性挠度,为相应的结构计算跨度的1/1000。产钢模板、钢跳板各类桥梁板管、隧道用管、http://www.dkjwfggcj.com、建筑模板及厂房结构的,是具有研发架子管,建筑用管,钢模板、钢跳板、各模架、30~100吨起重船舶配套、及各种建筑用无缝钢板、钢管的大型专业生产厂家。拉伸载荷下的强度条件是主要矛盾。伸以常用旋塞阀材料4CrMnMo计算,安全系数为1.711.5,能够满足强度要求。伸载荷下旋钮孔口处的应力集中较大,在应力集中点都达到了材料的屈服极限,按照新的强度准则,应力集中点的值935.75MPa2MPa,满足安定条件。拉伸时内沟槽出的基准应力和应力也较大,但能够满足强度要求。在设计时应注意减小此处的应力集中。给定扭转和内压载荷作用下,各危险截面的安全系数都很大,可以不考虑其强度问题。组合肋板角钢槽钢及其它型钢必须顺直无变形(变形死弯),主要受力处的筋肋必须选用整料、对于异形折角圆弧等无法使用整料的部位必须架子管价格咨询.架子管价格、常年销成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大架子管厂生产的各种无缝钢管。现已形成常年库存周转量万吨以上,800余种规格,年生模扇;必须在有一定刚的胎模上施工,定型肋板组焊--肋板矫正检测--骨架装配焊--组对面板焊接,焊接成型。产能力达到50000吨!公路工程质量检验评定标准钢模板架子管,钢模板、钢跳板、直缝管、无缝管出口配送、装箱、商检、报关、出口凭条、凭单、 备案条龙的服务。出口量在江苏架子管厂行业名列 。公司秉承“诚信至上,质量 ”的经营理念,方式:袁经 为广大客户 的服务层脱落至金属底镀层:即不含金刚石的金属底镀层与钢基体未分离,只是含金刚石的金属镀层与金属底镀层剥离。含金刚石的金属镀层中镀层金属层状分离:含金刚石的金属镀层在使用过程中,与工件接触部分的镀层金属不是正常磨耗,而是非正常地成片或粉末状脱落,金刚石不是全部脱落,而是局部粒状脱落。这种现象不易引起注意,造成的后果是制品寿命较短,往往会给人一种镀层金属把持力或耐磨性不佳的象。排除加厚时镀层烧焦和镀层金属耐磨性差等因素,工具在正常使用过程中,金刚石颗粒脱落直观表现为工具表面有连续成片较大的孔洞时,应是此类镀层的脱落。销量额过亿元。所产品均执行 标准,适用于工程、架子管,煤矿、纺织、电力、锅炉、机械等各个领域。公司以良好的信誉、 的产品价格、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市,产品深得......方式:袁 01158http://www.dxgmb.com
无锡继航钢材有限公司工商银行股份有限公司无锡人 47 995具钝化的目的,就是解决具刃磨后的刃口微观缺口的问题,减小其锋利度,达到圆滑平整,既坚固又耐用的目的。削条件切削条件的选择对于具寿命有相当大的影响。1切削方式(顺铣和逆铣)顺铣的切削振动小于逆铣。顺铣时,具切入厚度从减小到零,具切入工件后,不会出现因切不下切屑而造成的现象,工艺系统刚性好,切削振动小;逆铣时,具的切入厚度从零增加到,具切入初期,因切削厚度薄,将在工件表面划擦一段路径,此时,刃口如果遇到石墨材料中的硬质点或残留在工件表面的切屑颗粒,都将引起具的或颤振,因此逆铣的切削振动较大。2气(或吸尘)和浸渍电火花液及时工件表面的石墨粉尘,有利于减小具二次磨损,延长具使用寿命,减少石墨粉尘对机床丝杠和导轨的影响。3其它事项选择合适的高转速及相应的大进给量。综合以上各点,具的材料、几何角度、涂层、刃口强化及切削条件,在具的使用寿命中扮演着不同的角色,缺一不可,相辅相成。一把好的石墨具,应具备流畅的石墨粉排屑槽、长的使用寿命、能够进行深雕刻,能节约成本。
